Hot Foil Stamping
Hot foil stamping is a decorative process that uses heat and pressure to transfer an image from a metal die onto a label or packaging substrate, employing metallic foil to achieve a highly reflective surface. The foil is commonly gold or silver, but it is also produced in various colors, patterns, and special finishes (see Figure 1). A thermoformed plastic plate can be used in place of a metal die, which is suitable for very small print runs.
Applying a metallic finish can enhance both the quality and the perceived value of labels or packaging by delivering excellent image definition, opacity, and high color density.

Figure 1 - Example of hot foil stamping
Foil Construction — A Process Many Print Shops Overlook
Gloss-coated aluminum foil, positioned with its adhesive layer facing down, is placed over the underlying substrate. Pressure is applied using a heated image die to activate the adhesive. The foil film is then peeled away from the carrier, leaving the metallized image from the die transferred onto the surface of the substrate below.
Foil used for stamping is constructed in layers as follows: film carrier – release coating – reflective lacquer – adhesive.
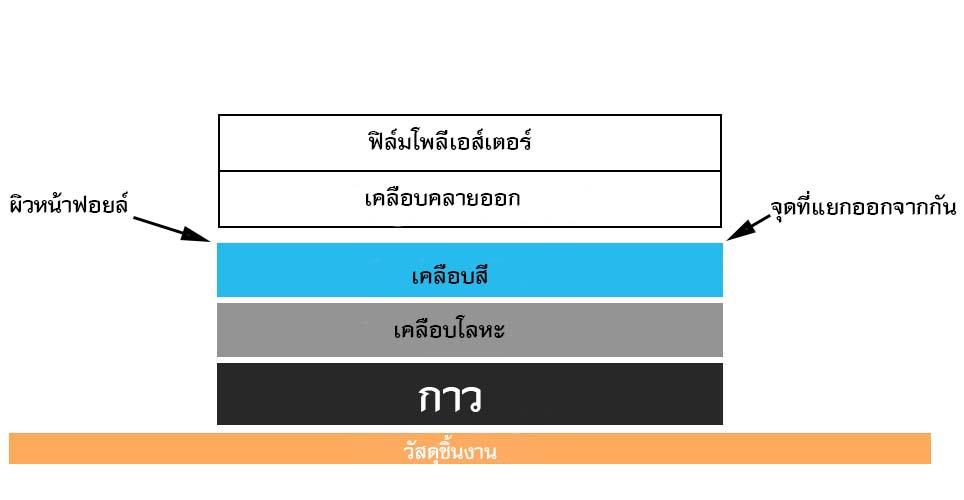
Figure 2 – Foil structure and components
Figure 2 shows an example of a foil’s structure and components when it is positioned above the substrate to be foiled, prior to contact with the heated die. The foil is placed adhesive-side down onto the substrate, and pressure is applied with the heated engraved die, activating the adhesive. The activation time is very short and is commonly called the “dwell time.” Controlling the temperature and pressure among the substrate, foil, and die is critical to ensure the adhesive activates sufficiently for the adhesive and lacquer layers to transfer onto the substrate. Factors to consider for efficient transfer include the foil type, the adhesive’s release characteristics, and the surface properties of the substrate in the defined foil area.
Heating Systems for Foil Dies
Oil-heated and electrically heated systems are generally preferred by press operators, as there is little difference in overall operation between the two (see Figure 3). A crucial factor is controlling the die’s surface temperature and ensuring temperature uniformity across the web width. The die surface temperature must remain within the permissible range, which is determined by the foil’s release characteristics and the appropriate running speed for the job. Temperature must be maintained consistently throughout production.
To achieve optimal die temperature, the operator must also ensure correct pressure between the die, substrate, foil, and either the steel counter plate (for flatbed foiling) or the rubber-covered impression roller (for rotary foiling).
To ensure clean foiled images, the foil web must separate cleanly from the substrate, and a slight web tension should be maintained so the foil is not slack or sagging.
At this point, the operator can fine-tune impression, running speed, heat control, and foil web tension to obtain the best possible result.
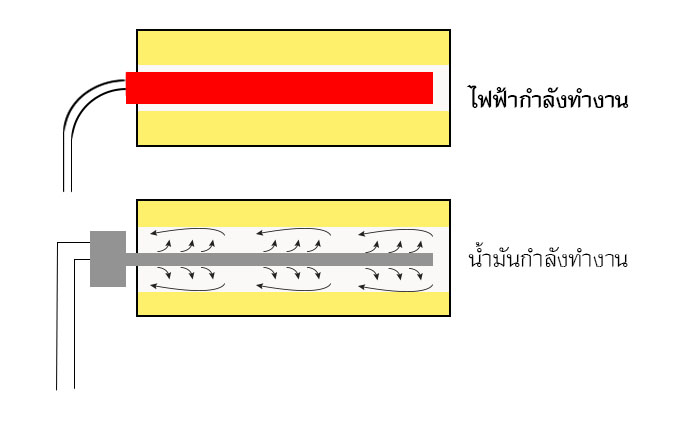
Figure 3 – Schematic of oil and electric die heating
Foil-Saving Systems — What Printers and Press Operators Really Want
One drawback of hot foil stamping is the amount of foil waste, which appears as the gaps between individual stamped images. In Figure 4, the foiled image areas (heart shapes) and the gaps between them are clearly visible. Once a foil roll has passed through the press, the unused portions cannot be recovered.
This waste issue can be addressed by using a “foil-saving” unit. These devices control the foil “draw” variable to minimize waste and achieve the most economical use of foil.
Increasing the amount of foil fed into the foil unwind and synchronizing it with the press speed (die speed) is achieved via an optical encoder connected to the press drive.
Foil feed is controlled by a stepper motor, which accelerates or decelerates the foil roll to maintain the proper speed and web tension.
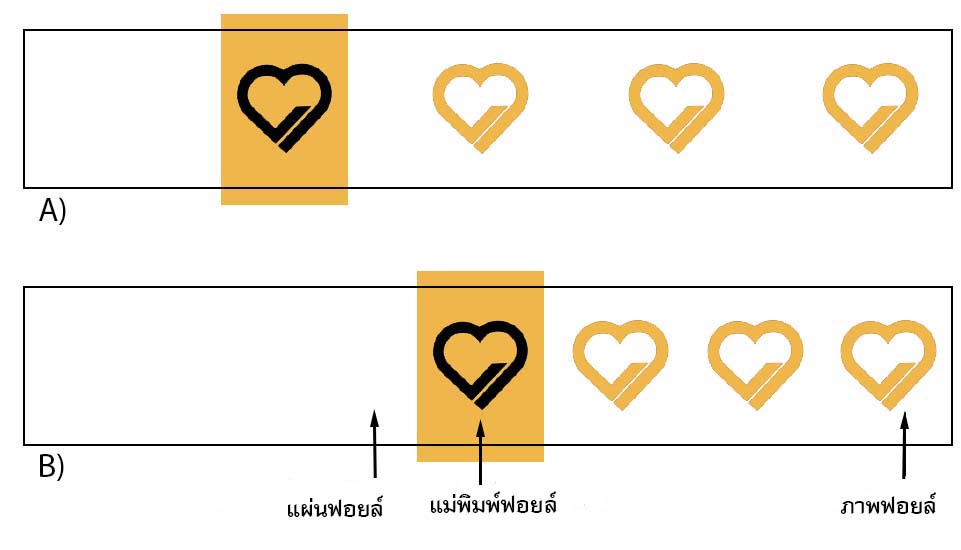
Figure 4 – Effect of a foil-saving unit
B) Hot foil stamping with a foil-saving system
This motion is achieved using an oscillating roller system, in which the foil web advances during each stamping cycle and then reverses to pull back the foil spanning the gaps between images on the die, before repeating the motion for the next impression (see Figure 5).
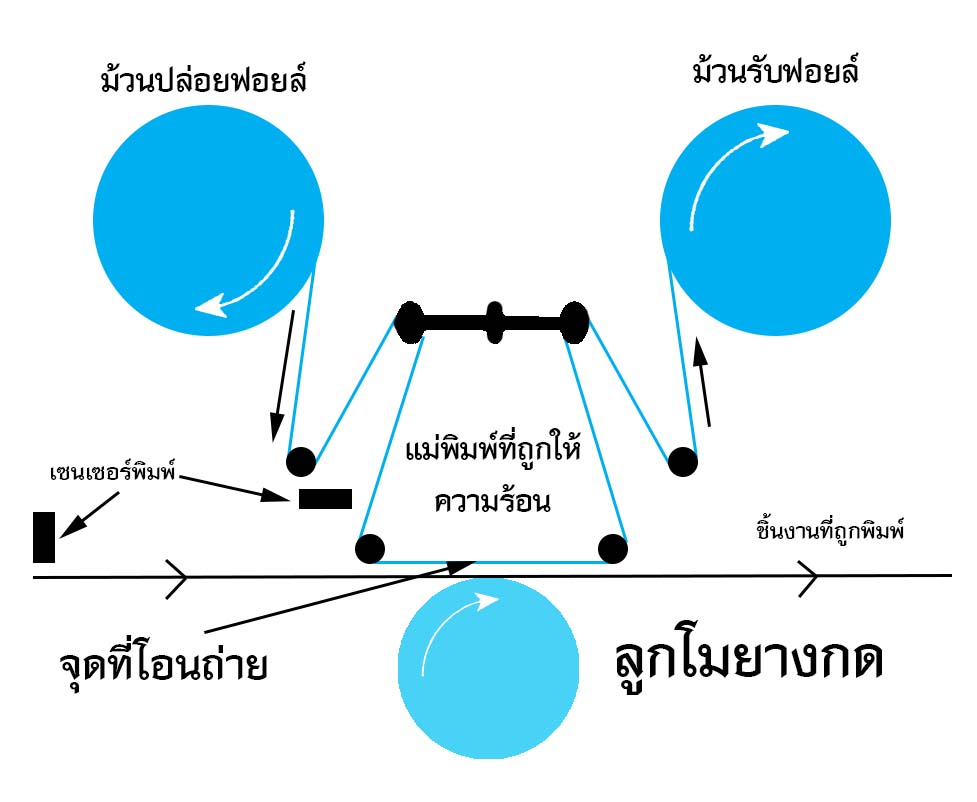
Figure 5 – Foil-saving system
Another major advantage of this system is the convenience of using each foil web (see Figure 6). It allows operators to utilize foil webs at optimal widths and further reduce waste—for example, by efficiently using leftover rolls of any width kept in stock.
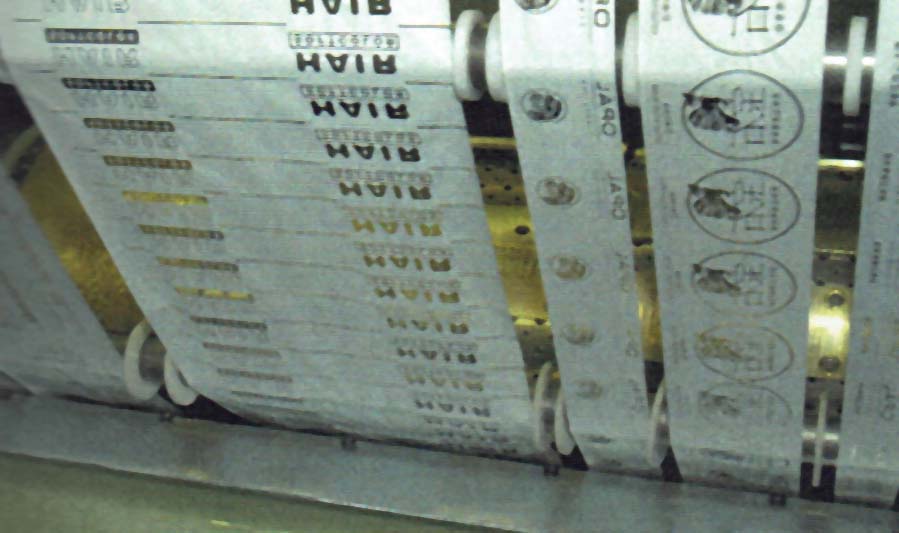
Figure 6 - Foil economy
The latest foil-saving units available to print shops control foil web motion using a vacuum system, eliminating the need for oscillating rollers. Another significant benefit of this type of unit is its high operating speed (up to 20 cycles per second) coupled with very high foil feed accuracy—critically important when using holographic foils and running jobs with small label gaps.